середа, 12 листопада 2014 р.
четвер, 30 жовтня 2014 р.
Механічна обробка деревини
Введення
Деревина є органічним матеріалом і може бути піддана хімічному, фізичному, біологічному впливу. У зв'язку з цим деревина, у процесі промислового виробництва дверей, піддається стадійним обробкам різного виду, які надають кінцевому виробу властивості, що відповідають вимогам ринку про сталість характеристик. Тільки таким чином можна гарантувати механічну стійкість, незмінність лінійних розмірів, стійкість виробу в процесі експлуатації, в перебігу якої часто виникають зміни вологості і температури в приміщеннях.
Деревина - один з найбільш поширених матеріалів, що використовуються в різних галузях народного господарства. Її застосовують у будівництві, машино-, судно-, мостобудуванні, гірничорудної промисловості. З неї виготовляють клеєні конструкції, фанеру, плити, меблі, сірники, спортивний інвентар, музичні інструменти. Крім того,деревина служить вихідною сировиною для хімічної і целюлозно-паперової промисловості, а також для виробництва деревостружкових та деревоволокнистих плит. Підприємства по механічній переробці деревини відрізняються за вироблюваної продукції і за складом сировини, що переробляється. Механічна переробка деревини включає в себе:
- Лісопильне виробництво - підприємства з виробництва пиломатеріалів, заготовок, технологічної тріски;
- Виробництво шпону, фанери, гнутоклеєних заготовок;
- Виробництво деревостружкових, деревоволокнистих плит, столярних виробів та дерев'яних конструкцій;
- Виробництво стандартних дерев'яних будинків і комплектів деталей для стандартних будинків із стінами з місцевих будівельних матеріалів;
- Меблеве виробництво - підприємства з виробництва меблів і меблевих деталей;
- Виробництво дерев'яної тари;
- Виробництво сірників;
- Інші деревообробні виробництва - підприємства з виробництва дерев'яних музичних інструментів, спортізделій з деревини (лиж, ключок, кеглів і т.д.), деревної муки і т.д.
Незважаючи на велику різноманітність виробів з деревини та їх конструкції, технологічні процеси її обробки будують на основі одних і тих же принципів: розпилюванні, струганні, свердлінні, точінні і шліфуванні. Змінилися хіба що способи і методи обробки: на зміну ручним прийшли механічні засоби виробництва. Приводяться в дію електроенергією, вони значно скорочують час обробки деревини, істотно підвищують продуктивність праці і якість виконаних виробів.
- Пиломатеріали з деревини хвойних порід, добірного сорту
Пиломатеріали хвойних порід виробляють з деревини сосни, ялини, модрини, кедра та ялиці. Розміри пиломатеріалів визначаються при вологості 15%. При більш високій вологості по ширині і товщині пиломатеріалів повинні бути дані припуски на усихання, розміри яких встановлені стандартом в залежності від необхідної і фактичної вологості.
За властивостями деревини і якістю обробки дошки і бруски хвойних порід поділяють на п'ять сортів: добірний, 1, 2, 3, 4-й, а бруси - на чотири сорти: 1, 2, 3 та 4-й. Стандартом (ГОСТ 8486-66) встановлюють сортове розподіл пиломатеріалів хвойних порід за галузями промисловості. Наприклад, для будівництва придатні пиломатеріали всіх сортів, крім добірного; для вагонобудування та мостобудування - 1, 2, і 3-го сортів; для виробництва меблів-1, 2, 3 та 4-го сортів.
У відбірному, 1, 2 і 3-м сортах пиломатеріалів не допускається гострий обзол. Допуск тупого обзола обмежений у всіх сортах.
Пиломатеріали добірного сорту використовують в цілому вигляді і для розкрою на великі заготовки, призначені для деталей обшивки і зв'язків у спеціальному суднобудуванні (з додатковими вимогами), для окремих найбільш відповідальних і навантажених деталей сільськогосподарських машин, решіток бортів вантажних автомобілів, виготовлення сидінь в пасажирському вагонобудуванні ( модрина, сосна).
Пиломатеріали з сосни, ялини, модрини та ялиці виготовляють різного асортименту (рис. 1). З розкрою пиломатеріалу розрізняють серцевинні, центральні, крайні дошки і обаполи (рис. 2). Серцевинна дошка зазвичай одна. Центральні дошки (зазвичай їх два) випив з центральної частини стовбура, пропив між ними проходить через серцевину. Такі дошки отримують з тонких колод. Крайні дошки знаходяться між центральними дошками та обапола.
З товстих колод випилюють бруси, а з іншої частини - планки і дошки або рейки (рис. 2).
Рис. 1. Асортимент пиломатеріалів
а - пластина; б - чверть; в - чістообрезная дошка; г - необрізна рейка; о - двухкантний брус; е - чістообрезной брус (четирехкантного брус); е - горбиль, а - трехкантний брус (половина двухкантний бруса); і - шпала.
Рис. 2. Назва дошки в розпиляне колоді
1 - серцевинна дошка; 2 - центральні дошки; 3 - бічні дошки; 4 - горбилі.
Пиломатеріали хвойних порід мають товщину: 13, 16, 19, 22, 25, 32, 40, 45, 50, 60, 75, 100, 130, 150, 180, 200, 220 і 250 мм, допускаючи відхилення: для пиломатеріалів толщінойдо 32 мм ± 1 мм;> 100 мм ± 2 мм; більше 100 мм ± 3 мм.
Ширина обрізних дощок хвойних порід 80, 90, 100, 11.0, 130, 150, 180, 200, 220 і 250 мм узгоджується з товщиною. Допустимі відхилення по ширині: до 100 мм - ± 2 мм, понад 100 мм-± 3 мм.
Довжина пиломатеріалів хвойних порід визначена від 1 до 6,5 м з градацією 0,25 м. Допустимі відхилення за довжиною у межах +50 мм і 25 мм.
Товщина і ширина брусів - 100 ... 250 мм.
За товщиною і шириною розрізняють такі сортамент пиломатеріалів:
пластина - розпиляна колоду по поздовжній осі стовбура;
чверть - розпиляна поздовжньо пластина;
однокантний брус - обпиляної з одного боку колоду;
двукантний брус - обпиляної з двох протилежних сторін колоду;
шпала - колода з обпиляної стороною по діаметру стовбура, а іншою стороною - як у однокантного бруса;
чістообрезной брус - обпиляної з чотирьох сторін колоду, з шириною і товщиною більше 100 мм;
брусок - пиломатеріал, товщиною до 100 мм.
Пиломатеріали товщиною 60 ... 80 мм, шириною - 120 ... 160 мм називають планками.
За якістю дошки хвойних порід діляться на шість сортів: добірний, I, II, III, IV і V.
Дошки вищого сорту вживають в суднобудуванні і у вагонобудуванні.
Широку грань дошки, звернену в бік серцевини, називають внутрішньою, протилежну в бік заболоні - зовнішньої. Кращу за якістю поверхню називають верхньою, а протилежну - ніжней.Кромкі обрізних дощок обрізані по всій довжині дошки або не менше ніж до половини її довжини. У необрізних дощок або обаполів кромки не обрізані або обрізані на довжину менше половини довжини. В обох випадках широкі грані дощок обрізають по всій довжині (мал. 3). Товщину обрізної дошки вимірюють, відступаючи від торця дошки на розмір ширини. Товщину необрізної дошки вимірюють у кінцях, де немає вм'ятин, зарубок.
Рис. 3. Назва дошки в залежності від виду обзола
а - необрізна; б - чістообрезная; в - частічнообрезная з тупим, обзолом; г - частічнообрезная з гострим обзолом в тонкому кінці.
Ширину обрізної дошки визначають за широкої грані (пласті), де з обох сторін немає обзола, але не ближче 150 м від торців.
Ширину необрізної дошки вимірюють по середині довжини (без урахування кори).
Розміри пиломатеріалів записують числами, наприклад 4,5 X15X30: перший позначає довжину в м, друге - ширину в см, третє - товщину в мм.
Розміри пиломатеріалів визначають при стандартній вологості (15%). Якщо вологість деревини більше, то у визначенні її ширини та товщини враховують припуски на усихання.
Рейка - це тонкомірної брусок з розмірами перерізу 25X25 ... 50X50 мм. Їх отримують, розпилюючи дошки на рейки. Їх використовують в решетування дахів, в конструкціях перегородок для виготовлення погонажних виробів.
Облік та маркування пиломатеріалів. Маркування має кожен асортимент пиломатеріалів, починаючи з 2 м. Якщо пиломатеріали або вироби упаковані, тоді маркування ставлять на пакет в цілому.
У маркуванні пиломатеріалів вказують сорт, у виробах одночасно з сортом і область застосування. Маркування виконують незмивною фарбою або спеціальними молоточками на торцях виробів. Сорт пиломатеріалу позначають римськими цифрами, а сорт виробів - арабськими цифрами. Буква "О" позначає добірний сорт. Сортність відзначають точками, нанесеними фарбою на торці або на поверхніширокої грані.
четвер, 16 жовтня 2014 р.
1. З виконання якого технологічного процесу розпочинають виготовлення деталей виробу?
2. Яким інструментом користуються для виготовлення отворів у деревині?
3. Як правильно закріпити пилочку в рамці лобзика?
4. Яких правил безпеки та особистої гігієни необхідно дотримуватися при роботі лобзиком?
Розглянь вироби, виготовлені твоїми однолітками за допомогою лобзика (мал. 59). Виготовляти їх нескладно. Проте для цього необхідно оволодіти прийомами роботи лобзиком.


На початковому етапі ти будеш виготовляти вироби з фанери. Краще використати для цього фанеру з берези. Вона має однорідну світлу поверхню, на якій легко розмічати деталі олівцем або переносити обриси майбутньої деталі за допомогою копіювального паперу.
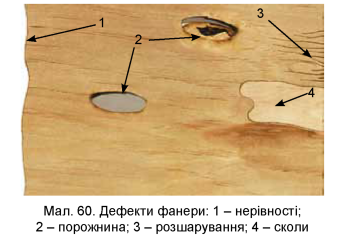
При виборі заготовки для виготовлення виробу варто звернути увагу на нерівності фанери, приховані порожнини в місцях неякісного склеювання шарів шпону, розшарування крайок, а також на сколи, що трапляються на крайках фанери (мал. 60).
Ці та інші дефекти призводять до неякісного виготовлення виробу, утворення великої кількості відходів та витрачання зайвого часу на роботу.
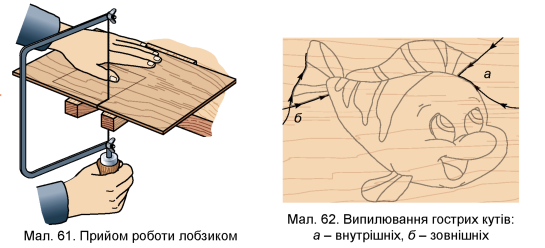
Фанерну заготовку з нанесеним на неї малюнком (розміткою) кладуть на столик для випилювання і притримують лівою рукою. Лобзик беруть за ручку правою рукою і, приставивши до заготовки пилочку, починають випилювати (мал. 61).
Під час випилювання стежать, щоб пилочка рухалась рівномірно і перпендикулярно до площини заготовки зі швидкістю приблизно 60...80 подвійних рухів на хвилину. Пиляти лобзиком необхідно повільно та рівномірно. При випилюванні кутів (особливо гострих) зручніше пиляти у двох напрямках.
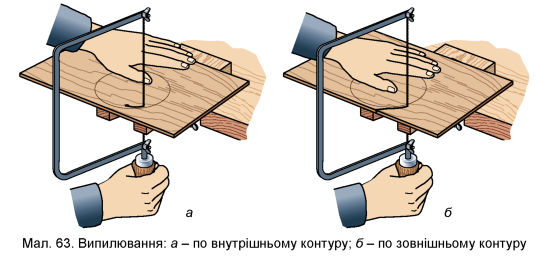
Внутрішні кути випилюють уздовж сторони кута до його вершини (мал. 62, а), а зовнішні - уздовж сторони кута від його вершини (мал. 62, б).
У цьому випадку не потрібно змінювати напрямок пиляння, а кут буде випиляний досить чітко.
Зовнішні контури слід випилювати із зовнішнього боку від лінії розмічання, а внутрішні - з внутрішнього. Це означає, що лінія розмітки повинна залишатися на заготовці для орієнтації під час подальшої обробки (мал. 63).
Зазор між лінією розмітки і пропилом не повинен перевищувати 0,5 мм. Лінії розмітки після випилювання слугуватимуть межами обробки деталі напилком.
За наявності у заготовки зовнішніх і внутрішніх контурів насамперед випилюють внутрішні контури.
При випилюванні в заготовці внутрішніх контурів у ній необхідно зробити отвори для встановлення в них пилочки. Їх роблять поблизу лінії розмітки, але так, щоб не пошкодити її. Отвори можна просвердлити або зробити за допомогою шила. В обох випадках під заготовку слід підкласти шматок непотрібної деревини або фанери, щоб запобігти можливому сколюванню нижніх шарів деревини.
Для роботи краще використовувати шило з тригранним заточуванням. Отвір роблять майже наскрізним доти, доки на зворотному боці не з’явиться слід від інструмента. Заготовку перевертають і продовжують свердлити отвір з протилежного боку: така послідовність зменшує ризик розколювання шпону з нижнього боку заготовки під час виготовлення отвору. Після цього рамку лобзика слід стиснути в спеціальному пристосуванні (див. мал. 56) і відкрутити гайку верхнього затискача.
Звільнений кінець пилочки вставляють у виготовлений отвір і знову закріплюють у верхньому затискачі. Знявши затискний пристрій, заготовку разом з лобзиком обережно кладуть на столик для випилювання і починають працювати.
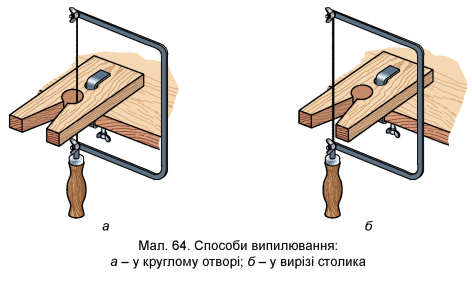
Дрібні роботи здійснюють у круглому отворі столика (мал. 64, а), а випилювання великих та середніх контурів виконують у вирізі столика (мал. 64, б).

При пилянні на згинах контуру фанеру повільно повертають, не припиняючи руху пилочки в пропилі. Коли рух пилочки набуде потрібного напряму, можна пиляти далі вздовж лінії розмітки.
Великі за обсягом роботи виконують електричними стаціонарними лобзиками (мал. 65).
Використовують для випилювання також ручні електричні лобзики (мал. 66).
Про особливості роботи цим інструментом ти дізнаєшся в подальшому на уроках трудового навчання.

ПРАКТИЧНА РОБОТА № 2 Випилювання лобзиком
Обладнання і матеріали: заготовки з тришарової фанери, лобзик, столик для випилювання, набір пилочок, олівець, копіювальний папір, калька, канцелярські кнопки.
Послідовність виконання роботи
1. За завданням учителя ознайомся з орієнтовними об’єктами праці, зображеними нижче.
2. Обери об’єкт праці за власним бажанням.
3. Підбери заготовку потрібних розмірів.
4. Перенеси зображення за допомогою копіювального паперу.
5. Випиляй виріб.
6. Здійсни контроль якості виконаної роботи.
7. Кінцеву обробку та оздоблення виробу виконай після вивчення наступних тем.
зовнішній контур, внутрішній контур, ажурне випилювання.


Ажурне випилювання - майстерне випилювання виробу, який містить багато складних контурів.
Дефект - недолік, вада.
Порожнина - нічим не заповнений простір.
Трафарет - сітка для швидкого відтворення контуру малюнка.

1. З якої технологічної операції розпочинається виготовлення виробу за допомогою лобзика?
2. Яка послідовність підготовки лобзика до випилювання?
3. Якими способами можна перенести малюнок або ескіз виробу на заготовку? У чому їх сутність?
4. Яка послідовність виготовлення деталей, що мають зовнішні і внутрішні контури?
5. Яких правил безпеки необхідно дотримуватися під час роботи лобзиком?
Тестові завдання
1. Пазухи (западини) між зубцями ножівки слугують для
А зручності розведення зубців Б загострення зубців ножівки В видалення тирси

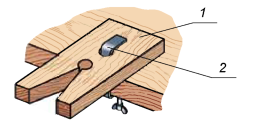
2. Як називається пристрій 2, за допомогою якого закріплено підкладну дошку І ?
А ручні лещата Б затискач В струбцина
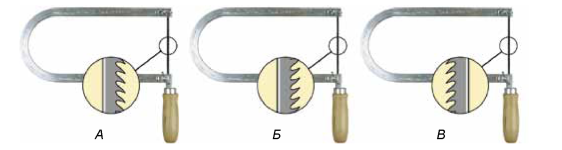
3. На якому зображенні правильно показано кріплення пилки в лобзику?
4. Що зображено на малюнку?
А організація робочого місця Б виконання роботи лобзиком В процес встановлення пилки Г процес кріплення заготовки

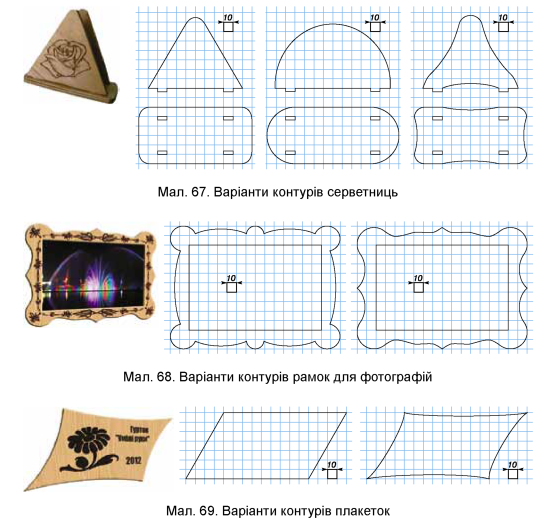
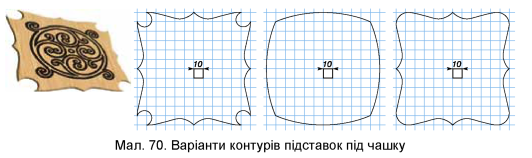
Орієнтовні об’єкти праці
Для виготовлення вибраного варіанта виробу елементи конфігурації виробу (мал. 67-70) необхідно перенести на трафаретну сітку з розміром клітинок 10x10 мм або, по можливості, збільшити, використавши комп’ютерну техніку. Далі отримане зображення перенести за допомогою кальки та копіювального паперу на заготовку і приступити до випилювання.
З’єднання та оздоблення виробу із застосуванням різних технік виконується після вивчення відповідних тем та оволодіння прийомами їх виконання.
середа, 15 жовтня 2014 р.
Підписатися на:
Коментарі (Atom)